欧珀琅新型高性能合金钻头(D102R系列)
加工齿轮的钻头通常采用螺旋槽设计,以便排除切削屑和冷却液。钻头的后角通常采用四平面结构设计,能够以较小的力和较高的速度进行切削。此外,钻头的刃部还需要具备良好的硬度和耐磨性,以保证其使用寿命和加工质量。
在实际使用中,加工齿轮的钻头需要根据工件材料、工况等参数进行选择。对于较大的齿轮,通常会采用多刃钻头,以提高加工效率和精度。此外,钻头的切削速度和进给速度也需要根据具体情况进行调整。
总之,加工齿轮的钻头需要具备良好的切削性能、耐磨性和稳定性。通过合理选择和使用钻头,可以提高齿轮加工的效率和质量。
案例介绍:
零件名称:二级大齿轮
零件材料:20CRMNTIA
材料硬度:HRC14°~HRC18°
切削参数:S1800 F320
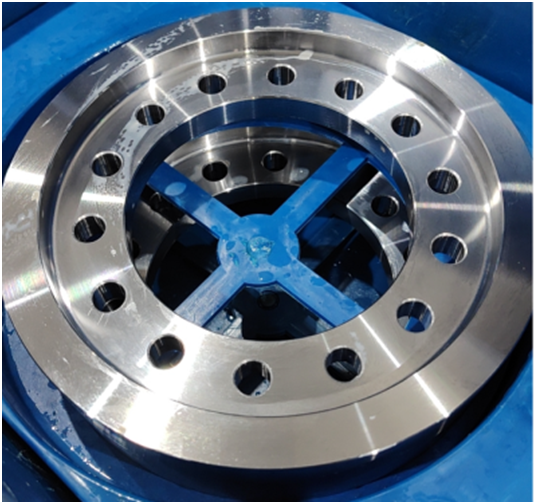
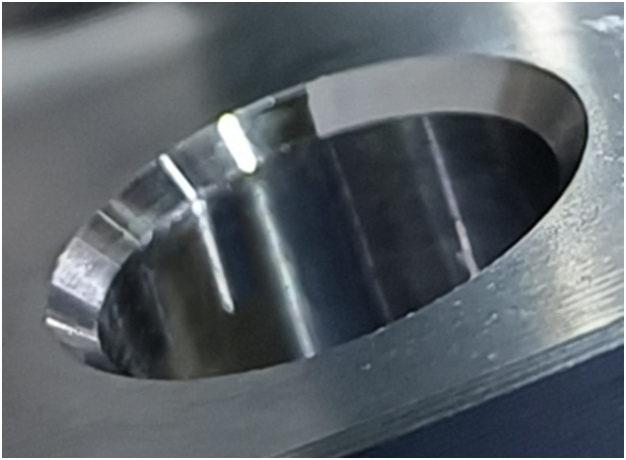
加工出来对于孔避的光洁度有比较高的要求,要求不能有明显的划痕,同时为了提高加工效率又不能采用铰刀加工。
欧珀琅针对齿轮的加工推出了专用钻头,在保证加工出来孔壁的光洁度的同时大幅度提高了刀具的寿命。

测试产品名称: 外冷合金钻头
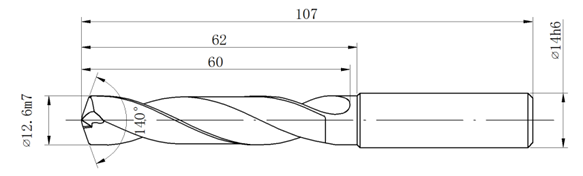
测试产品规格: D12.6*60*D14*107
测试产品图
测试结果:
其它公司刀具寿命200件-300件寿命(寿命50米左右),孔壁有明显划痕
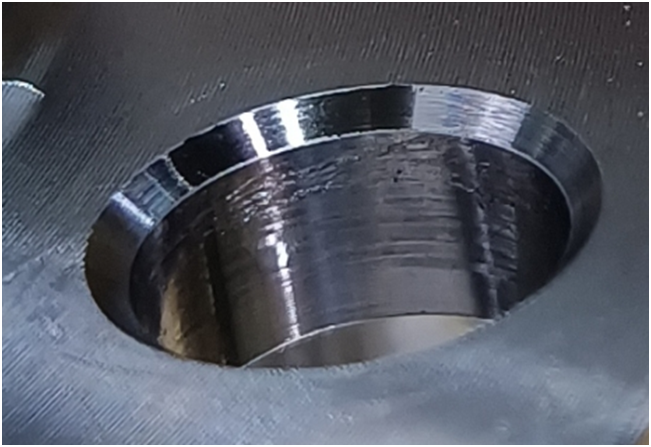
我公司刀具寿命600件-700件(寿命130米左右),孔壁光洁度较好,无明显划痕。寿命提升比较明显。
此种新型钻头同时也适用于轮毂单元加工及其它底硬度钢件类材料的产品加工。
关键词: 欧珀琅新型高性能合金钻头(D102R系列)
